Wie bringt man die Möbelkante perfekt an die Platte?
Möbelteile
Beim Kantenanleimen kann man schon mit sehr leicht umsetzbaren Maßnahmen mehr Qualität und Effektivität aus der jeweils verwendeten Verarbeitungstechnologie herausholen. Dieser Beitrag verrät, wie‘s geht.

Der Weg zur perfekten Kante ist nicht schwer. Einige Tipps und Tricks helfen bei der Umsetzung. Bild: Ostermann
Für ein perfektes Ergebnis beim Kantenanleimen sind viele verschiedene Faktoren verantwortlich. Von der Auswahl des Klebstoffs über den Zustand von Leimbecken und Leimauftragswalze bis hin zur Einstellung der vorhandenen Aggregate. Auch mit kleineren oder älteren Maschinen lassen sich bei exakter Einstellung der Maschine gute Ergebnisse an der Kante erzielen. Eine wichtige Einstellung ist dabei der Anpressdruck an den Andruckrollen. Wird an der ersten Andruckrolle nicht genügend Druck auf die Kante gebracht, verdrückt sich der Kleber nicht richtig und verbindet sich nicht ausreichend mit der Kante, die Kante kann nicht richtig haften. Bereits an der zweiten Andruckrolle hat sich der Kleber dann zu stark abgekühlt, um eine feste Verbindung mit Platte und Kante einzugehen. Hier gibt Ostermann seinen Kunden immer den Tipp, die transparente Testkante ohne Primer zu verwenden. Hiermit lassen sich Kleberauftrag und Rollendruck genau prüfen.
Als Nächstes gilt es sicherzustellen, dass der Anfahrschuh richtig eingestellt ist. Dieser reguliert den Abstand der Platte zur Leimauftragswalze und damit auch die Leimauftragsmenge. Vergrößert man den Abstand von Anfahrschuh und Walze, wird der Leimauftrag größer. Justiert man ihn näher an der Leimauftragswalze, verringert sich der Leimauftrag. Allerdings darf die Leimauftragsrolle nie direkt mit der Spanplatte in Kontakt kommen. In der Regel wird der Anfahrschuh im Rahmen der Maschinenwartung vom Techniker eingestellt. Will man die Fugenbreite optimieren, kann es sich durchaus lohnen, die Einstellung des Anfahrschuhs manuell anzupassen. Hierzu sind allerdings etwas technisches Geschick und eine Reihe von Klebeversuchen notwendig, um die bestmögliche Einstellung für den jeweiligen Klebstoff zu finden.
Weitere Schritte zu einem makellosen Ergebnis sind Reinigung und Einstellung der Leimauftragswalze. Bei den meisten Maschinen läuft die Leimauftragswalze in dieselbe Richtung wie die zu verarbeitende Platte, also im Gleichlauf. An manchen Maschinen lässt sich allerdings die Laufrichtung verändern. Stellt man diese in den Gegenlauf, erhöht sich so automatisch der Leimauftrag. Dies kann bei groben Spanplatten ein Vorteil sein, da so mehr Klebstoff in die Lücken zwischen den Spänen gedrückt wird. Auch Tischler, die häufig Echtholzkanten und -leisten verarbeiten, sollten die Leimauftragswalze möglichst in den Gegenlauf stellen.
Tipps zur Echtholzkante
Echtholzkanten haben grundsätzlich mehr Eigenspannung als ABS-Kanten, der Kleber muss also mehr leisten. Sie können zwar maschinell mit allen marktüblichen Schmelzklebern (EVA, PUR, PO) und manuell mit »Redocol Kantol greenline« verklebt werden, benötigen aber mehr Leimauftrag. Bei der maschinellen Bearbeitung wird ein Leimauftrag von circa 200 bis 300 Gramm pro Quadratmeter empfohlen. Alle Ostermann-Starkfurniere (1 und 2 Millimeter) sind zusätzlich mit Haftvermittler (Primer) versehen. Im Vergleich zu Furnierkanten ohne Haftvermittler zeigen Kanten mit Primer wesentlich bessere Haftungseigenschaften. Auch gilt es, die Leimauftragswalze regelmäßig zu reinigen. Durch die Ablagerung von Klebstoff- oder Spanresten reduziert sich der gewünschte Klebstoffauftrag. Für die gründliche Reinigung von Leimbecken und Auftragswalze ist der »Acmosol«-Reiniger 130-102 für Schmelzkleberbecken besonders geeignet. Im warmen Zustand von circa 100 Grad Celsius löst dieser den Schmelzkleber von den Beckenrändern und von der Walze.
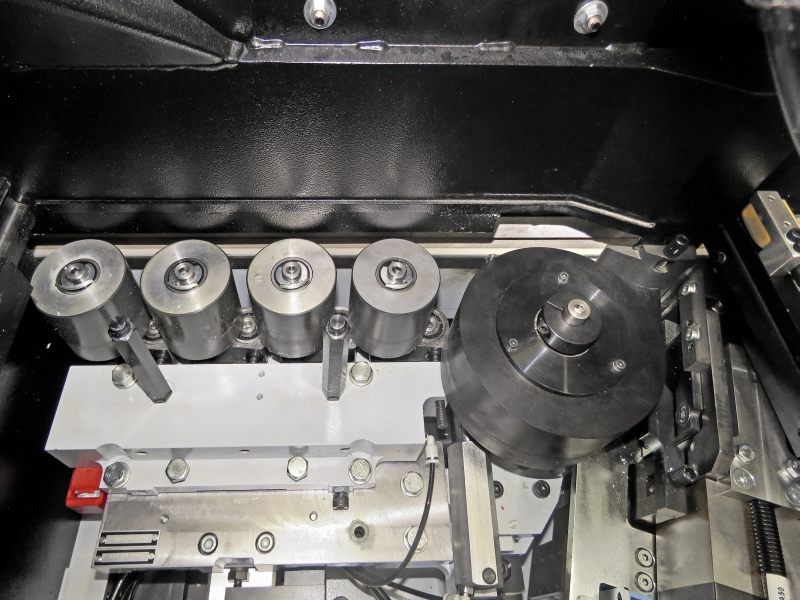
Durch zu hohen Druck an der Hauptandruckrolle wird die Kante im Eckbereich von der Platte geschoben. Der optimale Druck beträgt zwischen 1,5 und 2,5 bar an der Hauptandruckrolle und zwischen 3 und 4 bar an den Nachdruckrollen. Bild: Ostermann
Auf den Kleber kommt es an
Für Badmöbel ist die Verklebung mit PUR-Klebstoffen inzwischen weit verbreitet. Aber auch wer hochwertige Küchenmöbel bauen möchte, sollte über die Verwendung von PUR-Klebstoffen oder von modernen Nullfugentechnologien nachdenken. Wasserdampf und Hitze setzen den herkömmlichen EVA-Leimfugen mit der Zeit zu, man denke zum Beispiel an die immer beliebter werdenden Espressomaschinen, Dampfgarer oder Wasserkocher, die in der Regel auf der Arbeitsplatte unter den Hängeschränken stehen. Bei besonders hoher Wasser- und Wärmestandfestigkeit sind Verleimungen mit PUR-Klebstoffen einfach unumgänglich. Besonders geeignet ist hier der PUR-Schmelzkleber »Redocol Kantomelt PUR«. Auch wer Fronten selbst lackiert, sollte die Kanten am besten immer mit PUR-Klebstoffen anfahren. Die Lösemittel im Lack können die EVA-Klebstofffugen langfristig angreifen. Dies gilt speziell bei Lacken mit hohem Lösemittelanteil und langer offener Zeit. Den Lack sollte man dabei immer genau nach Herstellerangaben mischen, denn jede Abweichung in der Grammatur des Lösemittels greift die Fuge an.

Wer das Klebstoffbecken regelmäßig reinigt, erhält gute Ergebnisse bei der Verklebung der Kanten. Bild: Ostermann
Für besonders hochwertige und elegante Lösungen stehen dem Tischler bei Ostermann massive Alu-Kanten als Rollen- oder Stangenware zur Verfügung. Diese sind allerdings etwas anspruchsvoller in der Verarbeitung und sollten möglichst mit PUR-Klebstoffen angefahren werden. Vor dem Anfahren ist empfohlen, die zu verarbeitende Kante in der Heißpresse oder einer anderen Wärmequelle auf circa 45 bis 50 Grad Celsius zu erwärmen, damit der Kleber nicht zu schnell abbindet. Ein sehr dünnes Auftragen von Teflonöl auf die beidseitigen Fräsränder der Kante erleichtert das Abfräsen, das Teflonöl darf jedoch nicht auf die Klebeseite gelangen. Den Auflageteller für die Aluminiumkante kann man auch mit einem Heißluftgerät erwärmen, um die Kante gleichmäßig temperiert zu halten. Als Alternative zu den massiven Kanten gibt es die leichter zu verarbeitenden ABS-Kanten mit Echtaluauflage.
Um Leimbecken und Auftragswalze nach der Verwendung von PUR-Klebstoff zu reinigen, sollte man die mit PUR-Klebstoff zu verarbeitenden Kanten möglichst am Ende des Tages anfahren und nach der Arbeit das Reinigergranulat ins Leimbecken einfüllen. Die Walze gilt es dabei so lange in Betrieb zu halten, bis der eingefärbte Reiniger die Leimauftragswalze bedeckt, dann kann man die Maschine abstellen. Wenn man nun mehrere kleine Holzstäbchen in den noch warmen Kleber steckt, muss man am nächsten Morgen nur das Leimbecken erhitzen und kann den ausgehärteten Kleber mithilfe der Holzstiele einfach entfernen. Wichtig ist dabei, auch die Reinigerreste an der Leimauftragswalze sorgfältig mit einem Holzstäbchen abzukratzen.
Hochwertige Aggregate
Die Aggregate zur Werkstückvorbereitung sind die Basis für perfekte Leimfugen. Hier ist ein hochwertiger Fügefräser entscheidend für die Qualität der Fuge. Die besten Ergebnisse lassen sich nach den Erfahrungen von Ostermann mit Diamantwerkzeugen erzielen. Zusätzlich sollte man prüfen, ob das Kappaggregat richtig eingestellt ist. Wenn zum Beispiel bei stärkeren Kanten oder bei Postforming- oder Softformingprofilen die Ecken des Kantenmaterials rund gefräst werden sollen, wird für die Längskanten das Kappen mit Überstand empfohlen. Beim Verarbeiten der Querkanten ist das Kappen mit Überstand abzuschalten. Nach dem Bündigfräsen folgt das Radius- beziehungsweise Fasefräsen. Wenn hier zuviel Material abgenommen wird, kann die Finish-Bearbeitung nicht zufriedenstellend ausgeführt werden. Die Regel lautet, 0,1 bis 0,15 Millimeter für die Ziehklinge stehen zu lassen, wodurch Messerschläge auf der Kantenoberfläche verhindert werden.
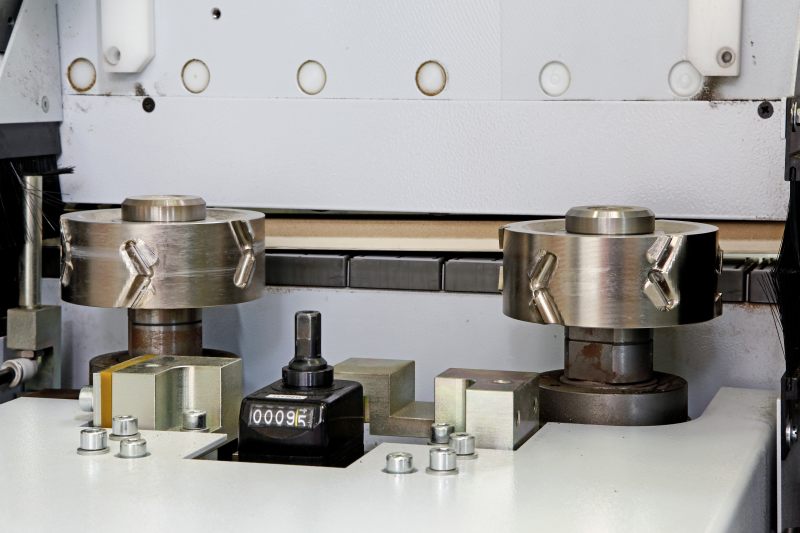
Ein hochwertiger Fügefräser ist mit entscheidend für die Qualität der Fuge. Bild: Ostermann
Für die bestmögliche Verarbeitung sollte natürlich immer mit geschärften Werkzeugen gearbeitet werden. Beim Bündigfräsen und Profilieren der angeleimten Kante hinterlassen die Messer der Fräswerkzeuge feine Unebenheiten auf der Radiusoberfläche (Messerschläge). Dieser optische Fehler wird mit der Profilziehklinge entfernt. Es ist wichtig, dass die Ziehklinge bestmöglich eingestellt ist. Eine zu tief eingestellte Ziehklinge äußert sich in einer deutlich sichtbaren Fuge.
Wie man sieht, sind für ein perfektes Ergebnis beim Kantenanleimen viele verschiedene Faktoren verantwortlich. Damit die Kante dann wirklich so gut wie unsichtbar ist, muss sie natürlich auch im Hinblick auf Dekor und Prägung exakt zur Plattenoberfläche passen. Hierfür bietet Ostermann eines der größten Kantensortimente Europas mit passenden Kanten zu den Oberflächen von über 70 Plattenherstellern. Um die Kante zur entsprechenden Möbeloberfläche zu finden, reicht es aus, den Plattennamen oder die Plattennummer in das Suchfeld auf der Startseite des Online-Shops einzugeben. Für die telefonische Beratung stehen ausgebildete Vertriebsmitarbeiter zur Verfügung. Da im Handwerk häufig kleine Mengen unterschiedlicher ABS-Kanten benötigt werden, erhält man bei Ostermann Möbelkanten bereits ab einer Länge von einem Meter in jeder gewünschten Breite bis 100 Millimeter. Lagerartikel, die bis 16 Uhr bestellt werden, werden innerhalb von 24 Stunden geliefert.
Anzeige
Schlavenhorst 85
D-46395 Bocholt


