Zuschnittoptimierung: Scannen im Doppelpack
Sägemaschinen
Ein Holz verarbeitendes Traditionsunternehmen aus Lettland investierte in eine neue Produktionsanlage der Paul Maschinenfabrik, um die Holzausbeute bei der Produktion von Saunabanklatten und Wandverkleidungen weiter zu optimieren.
Diesen und viele weitere Fachbeiträge lesen Sie in der 2021er-Ausgabe des Jahresmagazins »Holz + Möbel«, das Sie über diesen Link bestellen können.

Der neu entwickelte Scanner für das optimierte Auftrennen von Massivholz (Bild: Paul Maschinenfabrik).
Die bereits seit 2007 bestehende Geschäftsbeziehung zwischen dem lettischen Holzverarbeitungsbetrieb und der Paul Maschinenfabrik wurde Ende 2019 erfolgreich fortgesetzt. Seither ergänzen ein Optimierungskappsystem »Rapid« mit Scanner und Sortierung sowie ein automatisches Auftrennsystem die Produktion in Lettland. Auf diesen beiden Anlagen des Maschinenherstellers aus Dürmentingen werden vor allem weiße Banklatten und Wandverkleidungselemente produziert. Diese sollten komplett fehlerfrei und möglichst lang sein. Der süddeutsche Maschinenbauer betrat bei diesem Projekt Neuland und entwickelte seinen ersten Rip-Scanner, der im Längsdurchlauf arbeitet. In Kombination mit dem Beschickungssystem »AB920_Spot« und einer flexiblen Auftrennkreissäge »CGL« entstand ein präzises und leistungsfähiges System.
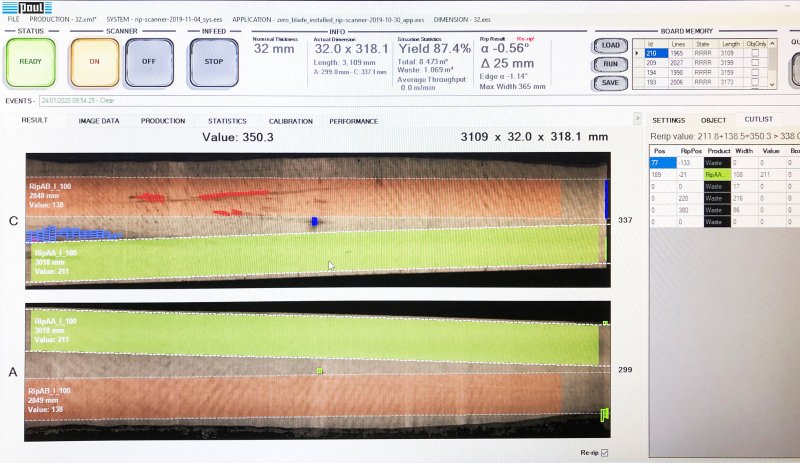
Optimierungsergebnis, bei dem das Werkstück zur Steigerung der Ausbeute in zwei verschiedene Richtungen aufgetrennt wird. Dies wird durch einen zweiten Durchgang ermöglicht (Bild: Paul Maschinenfabrik).
Die eingesetzte Scannertechnologie basiert auf dem bewährten »Wood Scanning System« des Maschinenherstellers. Die komplett überarbeitete Software wurde um Optimierungsalgorithmen für Auftrennsysteme erweitert. Je nach Kundenanforderung wird sie an Leistungsvorgaben, Materialdaten und Holzart angepasst. Der Rip-Scanner verarbeitet sowohl unbesäumte, als auch vorbesäumte Werkstücke mit unterschiedlichen Qualitätskriterien. Zur Optimierung der Ausbeute werden nicht nur die gewünschten Auftrennbreiten samt deren Wertigkeiten, sondern auch mögliche Kapplängen berücksichtigt. Mithilfe dieser zweidimensionalen Flächenoptimierung erreicht die Anlage eine sehr hohe Wertschöpfung. Das Beschickungssystem erkennt die Lage der gescannten Werkstücke und positioniert diese unter Berücksichtigung der Optimierungsergebnisse millimetergenau vor der Auftrennkreissäge.
Optimierung von Auftrennen und Kappen
Beim Auftrennen erzeugt die Maschine bis zu vier Stiele, bei Bedarf auch einen Rückläufer. Diesen Rückläufer, der bereits im ersten Durchgang bei der Optimierung berücksichtigt wurde, erfasst der Scanner neu, um das Ergebnis gegebenenfalls weiter zu optimieren. Das Werkstück wird anschließend in einem anderen Winkel gesägt als zuvor. So positioniert der Rip-Scanner die Produkte bestmöglich um die Holzfehler auf dem Rohmaterial herum und ist nicht an eine feste Schnittrichtung gebunden. Das Optimieren der Rückläufer bereits im ersten Scandurchgang ist neu und erhöht die Ausbeute deutlich.

Die gescannten Werkstücke werden vom automatischen Beschickungssystem bestmöglich ausgerichtet und der flexiblen Auftrennkreissäge zugeführt (Bild: Paul Maschinenfabrik).
Im nächsten Arbeitsschritt werden die Werkstücke gehobelt und anschließend mit dem Optimierungskappsystem »Rapid_Scan« auf Länge geschnitten. Bedingt durch anwendungsspezifische Gegebenheiten setzten beide Unternehmen bei diesem Projekt auf zwei getrennte Anlagen. Zum einen steigt die Optimierungsqualität beim Kappen aufgrund des zweiten Scanners, da mögliche Holzfehler nach dem Hobeln noch besser erkannt werden. Zum anderen steigt die Flexibilität des Gesamtsystems, da beispielsweise auch getrennte Auftrenn- und Kappaufgaben bearbeitet werden können. Dennoch wäre dieser Produktionsprozess auch in einer verketteten Anlage mit nur einem Scanner denkbar, der beide Kreissägen mit Daten versorgt.
Mit der neuen Technologie bietet die Paul Maschinenfabrik einen wirtschaftlichen Einstieg in das automatische und optimierte Auftrennen von Massivholz. Die Kombination mit dem Beschickungssystem macht das hochpräzise Ausrichten im Längsdurchlauf gescannter Werkstücke erst möglich. Dieses kann nicht nur mit einem Scanner von Paul, sondern auch mit allen anderen Rip-Scannern kombiniert werden.
KR-Felder-Str. 1
A-6060 HALL IN TIROL
0043 5223 58500
info@felder-group.com
www.felder-group.com


